

УОНИИ-13/55 - широко распространенный электрод с основным покрытием для сварки ответственных конструкций из углеродистых и низколегированных сталей, работающих при отрицательных температурах и знакопеременных нагрузках. Металл шва характеризуется высокой стойкостью против образования кристаллизационных трещин и низким содержанием водорода. Сварка производится постоянным током на короткой дуге. Свариваемые кромки должны быть тщательно очищены от грязи, масла и окалины.
Электроды, предназначенные для сварки особо ответственных изделий из конструкционных низкоуглеродистых и низколегированных сталей с пределом прочности до 520 МПа во всех пространственных положениях, кроме вертикали на спуск, когда к сварному шву предъявляются повышенные требования по пластичности и ударной вязкости, особенно при пониженных температурах и знакопеременных нагрузках. Наплавленный металл характеризуется высокой стойкостью к образованию кристаллизационных трещин и низким содержанием водорода. Электроды склонны к образованию пор при сварке по окисленным поверхностям и удлинении дуги.
УОНИИ-13/55 МОСТ - обеспечивает лучшую защиту сварочной ванны при работе на открытых пространствах и предназначены в первую очередь для мостовиков.
Род тока и полярность
=(+) DC+ постоянный ток, обратная полярность ( «+» на электроде)
Режимы прокалки: 350-400 °С, 2 часа
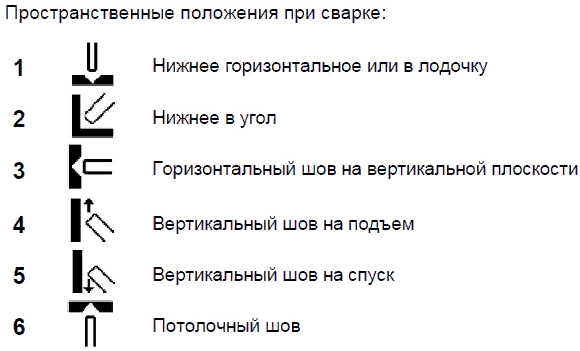
Пространственные положения при сварке: 1, 2, 3, 4, 6
Технические характеристики:
|
Классификация |
Сертификация |
|
ГОСТ 9467: Э50А |
НАКС: Ø 2.5; 3.0; 4.0; 5.0 мм |
Химический состав
|
С |
Mn |
Si |
P |
S |
|
max 0.11 |
1.35 |
0.50 |
max 0.025 |
max 0.025 |
Механические свойства
|
Предел текучести σт, Н/мм² |
Предел прочности σв, Н/мм? |
Удлинение δ, % |
Ударная вязкость KCV, Дж/см² |
Ударная вязкость KCU, Дж/см² |
|
≥420 |
≥530 |
≥20 |
≥59 при -30°С |
≥130 при +20°С |