


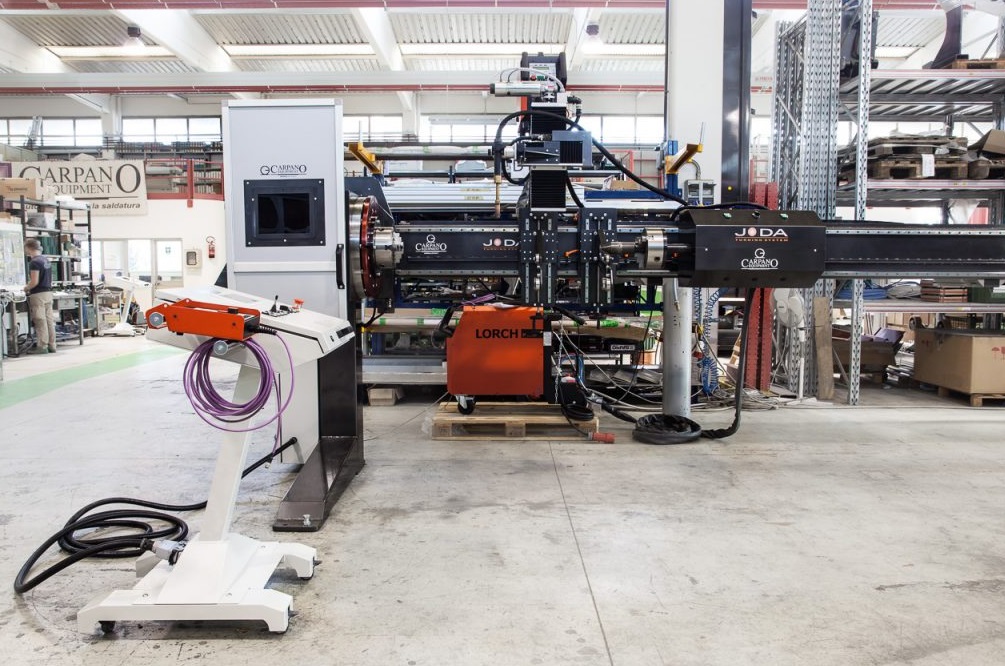

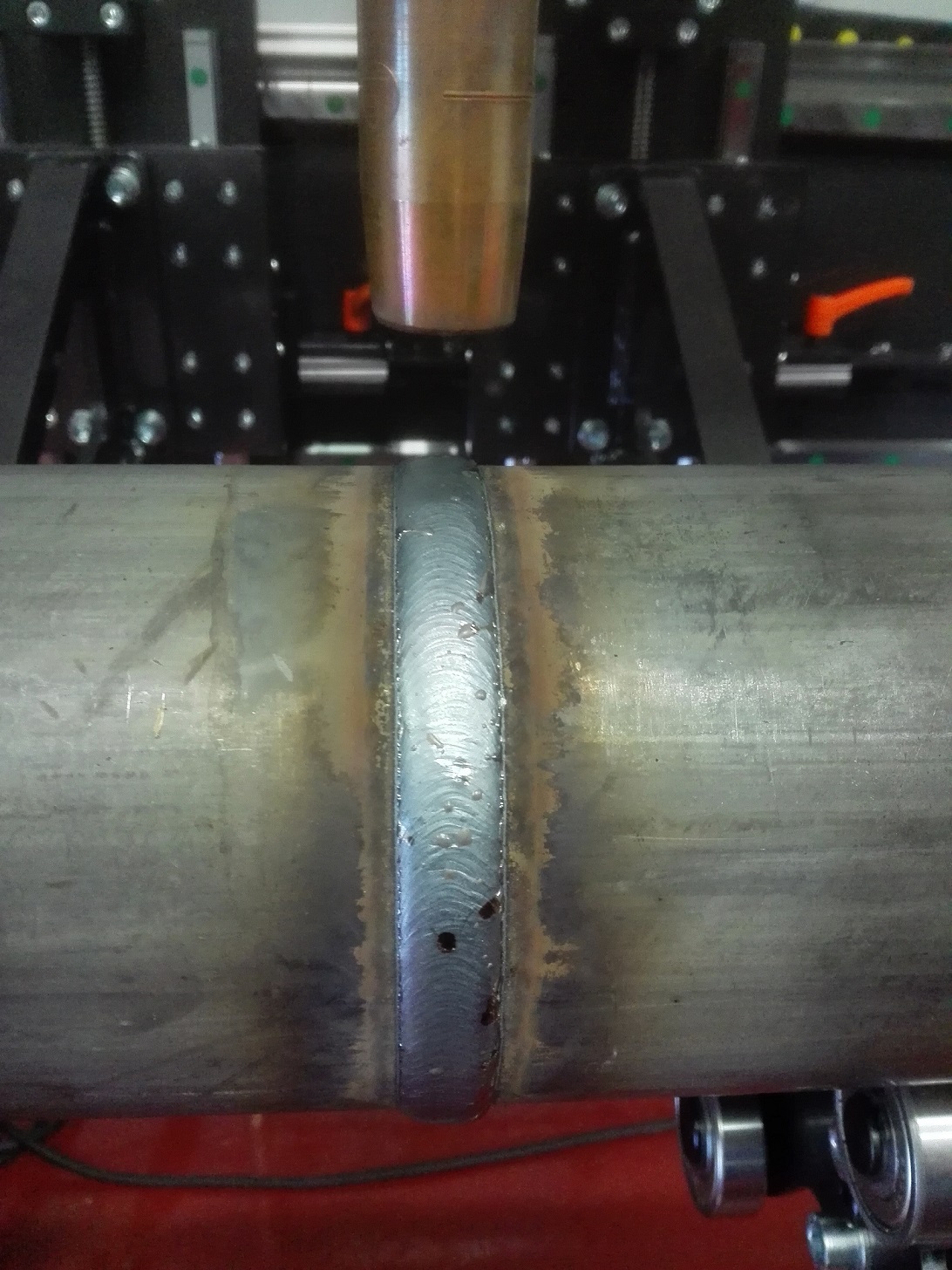
Установка предназначена для автоматической сварки поворотных кольцевых швов корпуса гидроцилиндра длиной от 200 до 3000 мм, диаметром от 30 до 200 мм, а также проушины со штоком диаметром от 20 до 80 мм и длиной от 150 до 3000 мм. Сварка гидроцилиндров выполняется в автоматическом режиме с с колебаниями горелки или без.
Сварочный центр Joda
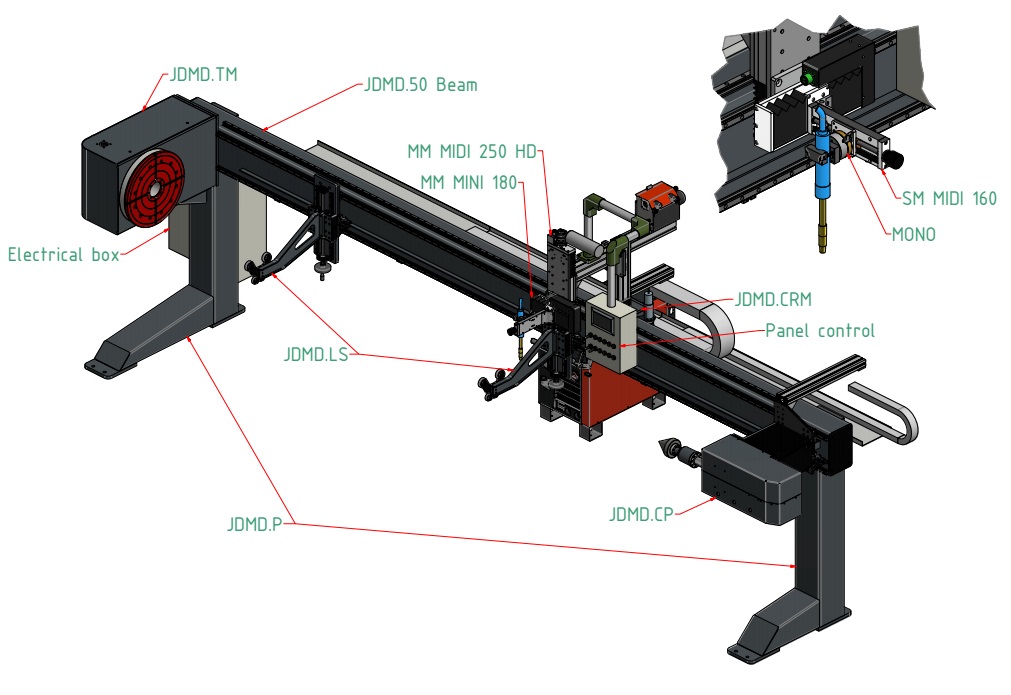
Основой машины служит стальная рама, на которой установлены следующие компоненты:
JDMD.Bхх – Стальной трек
▪ Сварная конструкция
▪ Шарикоподшипниковые направляющие для задней бабки и суппортов поддержки
JDMD.TM – Вращатель
▪ Крутящий момент 200 kgm
▪ Изгибающий момент 900 kgm
▪ Планшайба Ø500, с 4 слотами под 90°
▪ Бесщеточный мотор с энкодером, скорость 0,05 - 6 об/мин
▪ Токовая нагрузка 600 А
JDMD.CP – Пневмоническая задняя бабка
▪ Ручное перемещение по треку, тормоз для фиксации.
▪ Пневматический ход поршня 100 мм
▪ Максимальное усилие 150 kg при давлении 6 бар
JDMD.CRM – Моторизированная каретка
▪ Каретка приводится в движение двигателем постоянного тока, скорость от 50 до 3000 mm/min
▪ Моторизированный вертикальный слайдер перемещения горелки MM HD 250
▪ Моторизированный горизонтальный слайдер перемещения горелки MM MINI 80 с функцией OSC (поперечные колебания)
▪ Суппорт для крепления механизма подачи проволоки
JDMD.LS - Люнеты
▪ ручное перемещение по треку,
▪ грузоподъемность 500 kg
▪ min/max диаметр изделий Ø 30-600 мм
Панель управления системой Carpano control box
Панель управления оператора построена на базе промышленного ПК EATON, имеет понятный интерфейс с 10” экраном работающим от прикосновений типа «тачскрин». Для удобства работы часть функций основной панели управления дублируются на пульте ДУ с кабелем 4 м. Панель управления можно подключить к локальной компьютерной сети предприятия для контроля за параметрами и удаленной диагностики.
• Джойстики ручного управление перемещениями
• Регулировка скорости при ручном управлении перемещениями
• Вкл./выкл. системы слежения за швом и выбор направления слежения
• Выбор направления сварки
• Регулировка скорости сварки
• Управление сварочными параметрами
• Задание параметров начала и окончания сварки
• Управление подачей и сбором отработанного флюса
• Отображение сварочных параметров и динамики их изменения
• Сбор и хранение параметров сварки каждого свариваемого изделия: время сварки, среднее напряжение, время простоя, время простоя из-за ошибок.
• Сбор и хранение производственных параметров: время сварки, время простоя, время простоя из-за ошибок
• Язык: Русский