



Установка для автоматической сварки продольных швов серии OL предназначена для стыковой сварки продольных швов деталей кольцевого/коробчатого сечения или плоского листа без предварительной сборки на прихватки. Оправка (подложка), выполненная из медного сплава обеспечивает принудительное формированием корня шва и минимизирует уровень остаточных деформаций за счет принудительного жидкостного охлаждения. Сварка обечайки на таких установках ведется на формирующей подкладке из меди или нержавеющей стали с подачей формирующего газа или без, что позволяет значительно снизить вероятность появления дефектов в продольном шве. Основная область их применения – это автоматизированная сварка продольных швов обечаек материала толщиной от 0,5 до 10 мм (иногда больше) ограниченной длины.
Области применения

Автоматические сварочные установки серии OL являются отличным технологическим решением для сварки продольных швов различных конструкций. С использованием дополнительного обдува защитного газа, можно минимизировать наличие цветов побежалости при сварке цветных сталей и сплавов.

Установки серии OL могут быть оснащены TIG, Plasma, MIG/MAG, SAW источниками питания для сварки. Подразделяются на стандартные длиной до 3000 мм и нестандартные, специальные, которые выполняются по техническому заданию заказчика и имеют большую длину сварки до 8000 мм или предназначены для сварки больших диаметров.
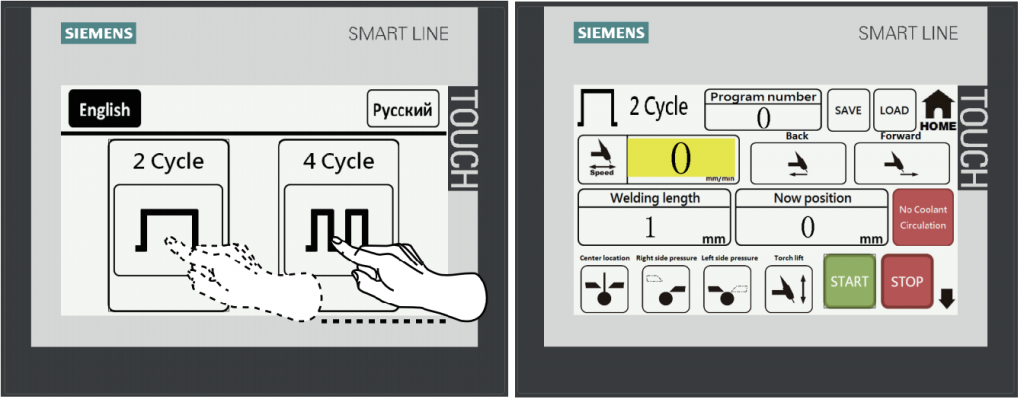
- Центральная панель управления с цветным тачскрин дисплеем 7" с интерфейсом на Русском языке для установки параметров сварки.
- Каретка для позиционирования горелки перемещается по высокоточным направляющим, максимальная нагрузка 50 кг. Движение придает сервомотор, который обеспечивает прецизионную точность и скорость перемещения горелки.
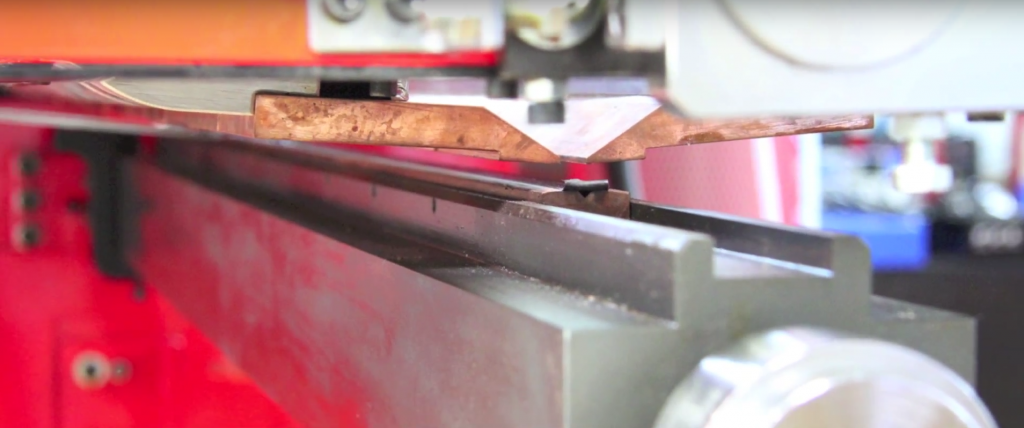
- Медные пневматические прижимные клавиши при помощи сжатого воздуха, подаваемого по шланг. Усилие давления клавиш 150 H/см2, при давление сжатого воздуха 3 Bar. Клавишный механизм имеет диапазон регулировки 5-25 мм от центральной оси рабочей зоны.
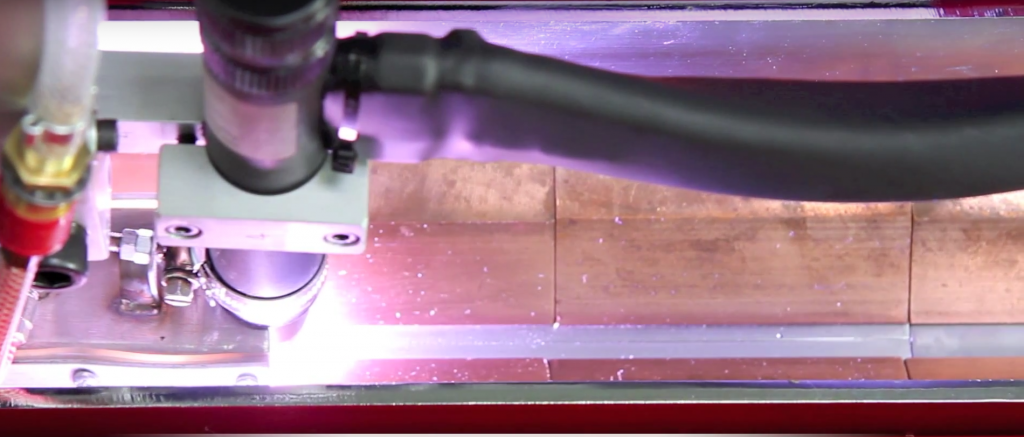
- Медная оправка в базовой комплектации имеет возможность подключения жидкостного охлаждения и подачи защитного газа. Высота фиксации оправки устанавливается в зависимости от толщины материала
- Позиционирование в рабочее положение горелки и подъем после сварки осуществляется с помощью пневматического слайдер.
Технические характеристики
|
Спецификация / модель |
OL-04 |
OL-06 |
OL-08 |
OL-10 |
OL-12 |
OL-15 |
OL-18 |
OL-20 |
OL-25 |
OL-30 |
|
Эл. питание |
AC 220V / 60Hz / 1Ø AC 380V / 50Hz / 1Ø |
|
||||||||
|
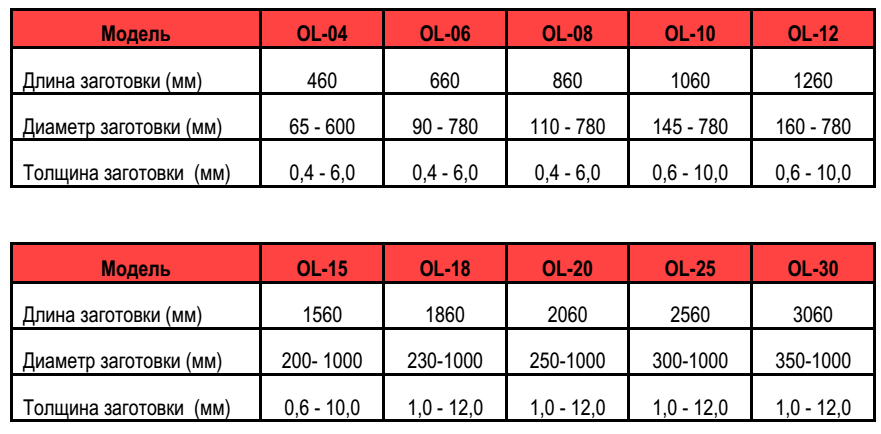
Длина детали, макс., мм. |
460 |
660 |
860 |
1060 |
1260 |
1560 |
1860 |
2060 |
2560 |
3060 |
|
Диаметр детали, мм. |
65-600 |
90-780 |
110-780 |
145-780 |
160-780 |
200-1000 |
230-1000 |
250-1000 |
300-1000 |
350-1000 |
|
Толщина свариваемого металла, мм. |
0,4-6,0 |
0,4-6,0 |
0,4-6,0 |
0,6-10,0 |
0,6-10,0 |
0,6-10,0 |
1,0-12,0 |
1,0-12,0 |
1,0-12,0 |
1,0-12,0 |
|
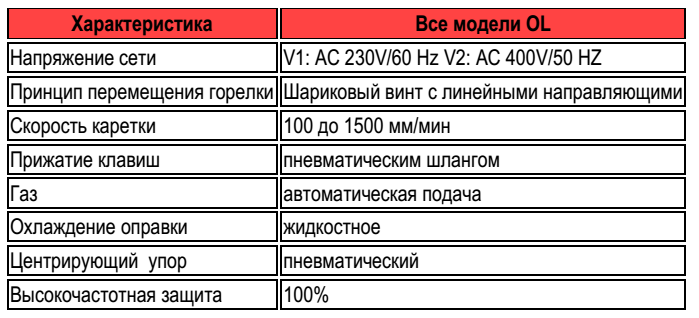
Система привода горелки |
Шарико-винтовая передача и линейные направляющие |
|||||||||
|
Скорость перемещения горелки |
100-1500 мм/мин |
|||||||||
|
Прижимной механизм |
Пневматический/ медные клавиши |
|||||||||
|
Система подачи защитного газа |
Автоматическая |
|||||||||
|
Система охлаждения шва |
Жидкостная/ циркуляция воды внутри медной подкладки |
|||||||||
|
Система центровки |
Пневматическая |
|||||||||
|
Режимы работы сварочного источника |
Стандартный 2-х тактный/ 4-х тактный с заваркой кратера |
|||||||||
|
Задержка старта движения горелки |
0-9,9 сек. (шаг 0,1 сек) |
|||||||||
|
Задержка запуска дуги |
0-9,9 сек. (шаг 0,1 сек) |
|||||||||
|
Время заварки кратера |
0-9,9 сек. (шаг 0,1 сек) |
|||||||||