


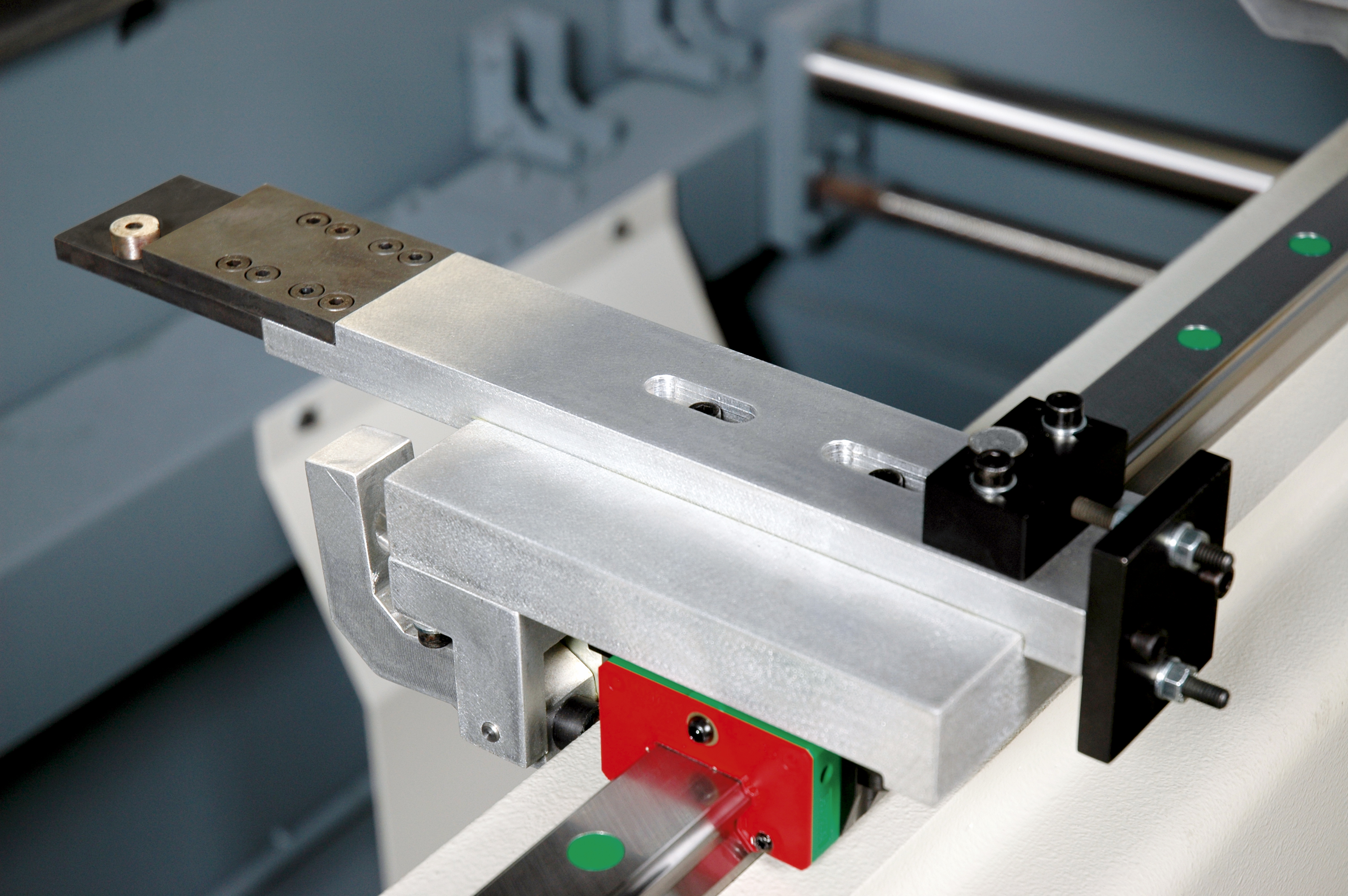
Левый и правый гидравлические цилиндры (ось YI и ось Y2) работают независимо друг от друга, параллельность верхней балки столу достигается за счет управления от синхроплаты, получающей сигналы с оптических измерительных линеек, соединенных с каждым цилиндром. Это позволяет исключить влияние деформации боковин станины на положение верхней балки. Гарантированная точность до 0,01 мм.
В стандартную комплектации станка включено ЧПУ типа BC 55 Graphics (производитель - фирма Robosoft n.v., Бельгия), позволяющее моделировать на экране этапы процесса гибки в помощь оператору (см. иллюстрацию к описанию станка). С помощью программного обеспечения этого ЧПУ – программы Graphic Simulator – можно также вычерчивать нужный инструмент и заготовки, пользоваться библиотекой инструментов (пуансонов и матриц).
Характеристики:
- Координата X: ход заднего упора программируется с дискретностью 0.1 мм
Координаты Y1-Y2: ход гибочной балки с дискретностью 0.01 мм - цветной графический видео дисплей 14,5”, русскоязычный интерфейс
- возможность работы по 6 координатам
- библиотека данных для 30 типов материалов
- библиотека инструментов – 167 верхних и 167 нижних инструментов
- драйвер дисковода 3,5”
- автоматический расчет программы для ЧПУ
- автоматический расчет последовательности элементов гибочной операции с возможностью ее оптимизации оператором
- параллельное моделирование на цветном графическом дисплее гибочной операции
- автоматический расчет размера листа заготовки
- автоматический расчет отвода заднего упора и генерация требуемых параметров
- моделирование процесса во времени
- программы, подготавливаемые на другом (офисном) компьютере, можно передавать в память ЧПУ станка с помощью дискеты 3,5” или по прямой модемной связи (DNC – «прямое цифровое подключение»)
Работой по дополнительным координатам листогибочного пресса (до 6) считается:
- управление движением упорных блоков заднего упора по ширине и высоте, симметрично и асимметрично;
- автоматическое управление устройством компенсации прогиба стола от ЧПУ
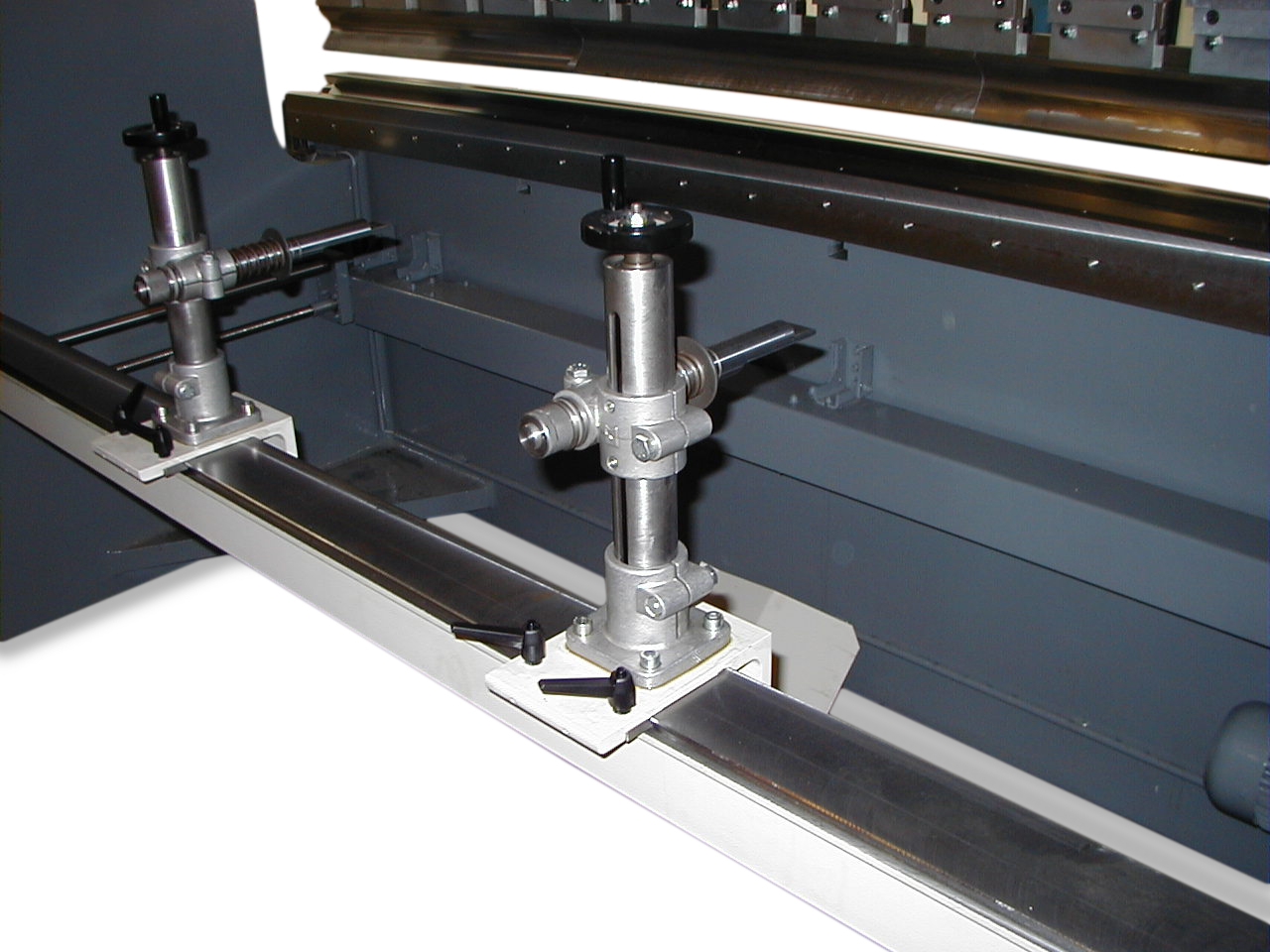
Устройство компенсации прогиба стола
Отклонения в углах, вызываемые деформациями станины, могут быть компенсированы устройством компенсации прогиба стола, которое монтируется непосредственно в нижнюю балку. Оно работает за счет системы клиньев, двигающихся поступательно относительно друг друга. При этом нижняя балка принимает желаемую форму для компенсации прогиба балки во время гиба. Результат: постоянный угол гиба по всей рабочей длине станка. Устройство компенсации прогиба стола может быть установлено вне зависимости от исполнения станка и доступно при системах крепления инструмента «Haco»- и «System»- инструмент и «Одноручьевые матрицы».
Стандартная модификация устройства компенсации прогиба стола для станков длиной до 4,3 м и усилием 300 тонн управляется вручную, с помощью рукоятки и шкального круглого счетчика. Управление также может быть автоматизировано за счет ЧПУ.
В стандартную комплектацию пресса включено ЧПУ BC 55 Graphics, точный электромеханический задний упор на шариково-винтовых парах, ручное устройство компенсации прогиба стола, система крепления "System-инструмент"
Дополнительное оборудование пресса:
- автоматическая (ЧПУ) система компенсации прогиба стола
- гидравлический зажим инструмента
- гидравлическая система поддержки тяжелых листов
- паз в столе для крепления одноручьевых V-образных матриц
- различные системы инструмента
- дополнительные координаты движения заднего упора
- более высокий уровень ЧПУ и т.п.
| Усилие, кН | 1000 |
| Рабочая ширина, мм | 3100 |
| Расстояние между стойками, мм | 3100 |
| Максимальный просвет, мм | 400 |
| Длина, мм | 3500 |
| Высота, мм | 2500 |
| Ширина, мм | 1700 |
| Высота стола, мм | 880 |
| Раб. скорость, мм/сек | 10 |
| Мощность двигателя, кВт | 11,4 |
| Масса, т | 7,4 |