

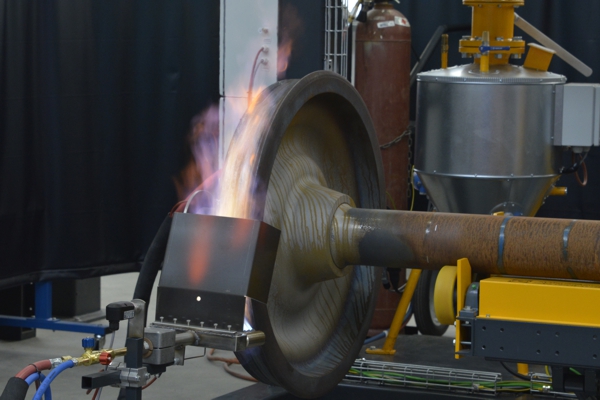
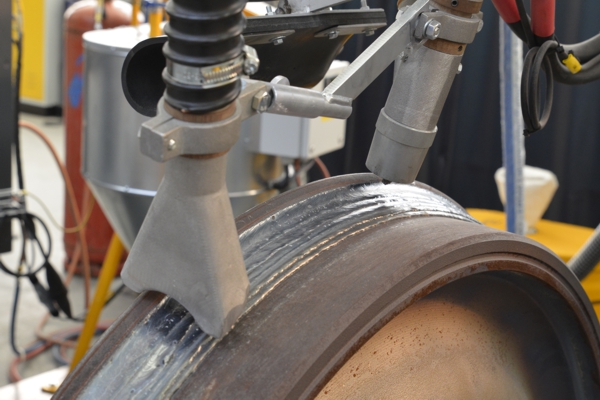
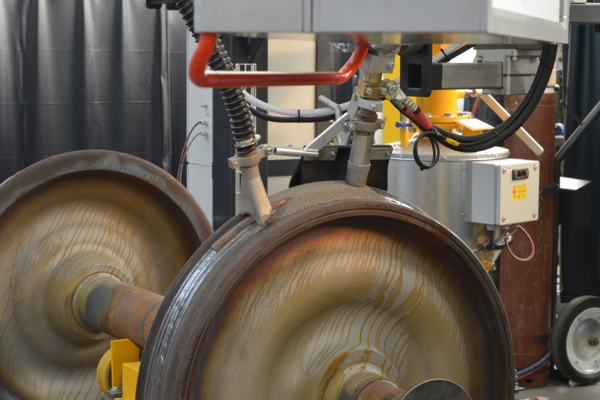
Установка для наплавки колёсных пар.
Для наплавки колесная пара устанавливается на подъемном и вращающемся устройстве, которое соединено с базовой рамой портала. После предварительного нагрева сварочная головка позиционируется над заготовкой. Торцевые фланцы свариваются с буферными и покрывающими слоями. Мощный сварочный выпрямитель GTH 1402 обеспечивает подачу сварочного тока до 1400 А. Устанавливается система рециркуляции флюса с возможностью отделения мелкой пыли. Сварщик визуально контролирует процесс сварки и контролирует его на центральной панели управления.