

Электрод на никелевой основе для сварки чугуна с минимальным предварительным подогревом.
Назначение: ремонт деталей из чугуна, заварка трещин в блоках двигателей, насосах, коробках передач, исправление литья. Наплавленный металл подвергается механической обработке.
Рекомендации по применению: сварка электродами малого диаметра может производиться без предварительного подогрева или с небольшим (до 150°С) подогревом. При сварке толстостенных изделий рекомендуется предварительный подогрев 150-300°С. С целью снижения риска появления трещин от усадочных напряжений рекомендуется легкое проковывание.
Род тока и полярность
=(+) DC+ постоянный ток, обратная полярность ( «+» на электроде)
~ AC переменный ток
Режимы прокалки: 180-220°С, 2 часа
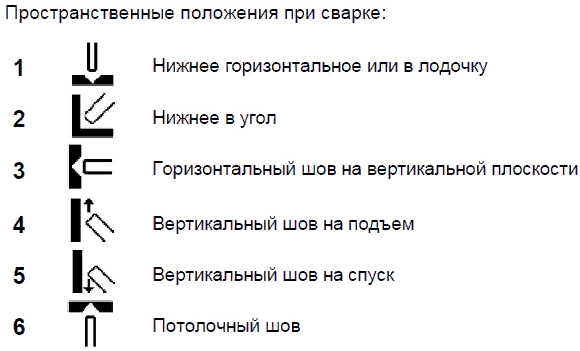
Пространственные положения при сварке: 1, 2, 3, 4, 5, 6
Технические характеристики:
Классификация
|
SFA/AWS A5.15 |
ENi-CI |
|
EN ISO 1071 |
E C Ni-Cl 3 |
Химсостав, %
|
C |
Si |
Mn |
Ni |
Fe |
|
0,9 |
<0,9 |
<0,6 |
>92,0 |
3,5 |
Механические свойства
|
Предел прочности: |
300 МПа |
|
Твердость: |
155 HB |
Одобрения
|
Sepros |
UNA 409820 |